
Prodotti
- Home
- Prodotti





























.jpg)









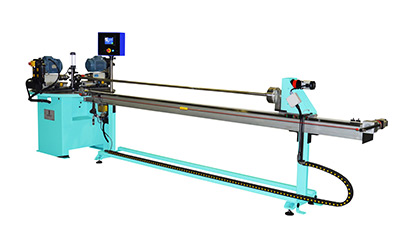





Smerigliatrici  D = 10-50 mm (2" max)
D = 10-50 mm (2" max)  S = 1200 mmL = 80 mm
S = 1200 mmL = 80 mm
LE
Macchina smerigliatrice a nastro
D = 10-50 mm (2" max) S = 1200 mmL = 80 mm 
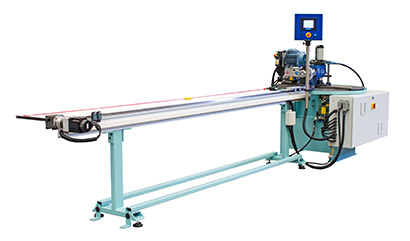
Sgolatrici  G = 15-60 degrees D = 20-150 mm (6" max)
G = 15-60 degrees D = 20-150 mm (6" max)
NOK 150
Smerigliatrice e sgolatrice a nastro
G = 15-60 degrees D = 20-150 mm (6" max) 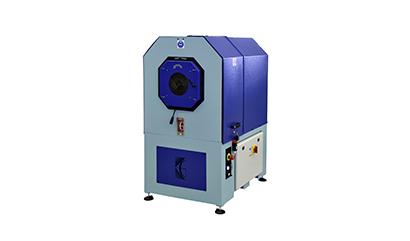
Sbavatrici D = 10-210 mm (8" max)  L = 10-150 mm
L = 10-150 mm
ROTOR
Sbavatrice orbitale a spazzola
D = 10-210 mm (8" max) L = 10-150 mm 

Hai bisogno di assistenza?
Contatta il nostro Servizio Clienti!
Garboli ti mette a disposizione personale specializzato per richieste di assistenza tecnica, consigli e informazioni su prodotti e servizi.

BRUSA & GARBOLI srl
Società unipersonale
via dell’Industria 1
28924 VERBANIA (VB) - Italy
Tel +39 0323 586773
garboli@garboli.com
© 2022 BRUSA & GARBOLI srl (Società unipersonale) - P.IVA 01317520037 - All Rights Reserved